وصف المشكلة: بعد عام من التشغيل ، ظهر تأثير تقوس عمود الخلاط (واحد فقط!) ، وهو ما لم ألاحظه كثيرًا. بدأت للتو في الدوران قبل الاستخدام. ولكن في الآونة الأخيرة "تشويش" العمود بإحكام. السبب الأولي هو السكر. من المحتمل أن الإسفين هو نتائج الكراميل (السكر "ممسك" بالحديد مثل الإيبوكسي). قررت التفكيك واكتشاف الخطأ. وعلى الفور - كان لديه مشكلتين أخريين.
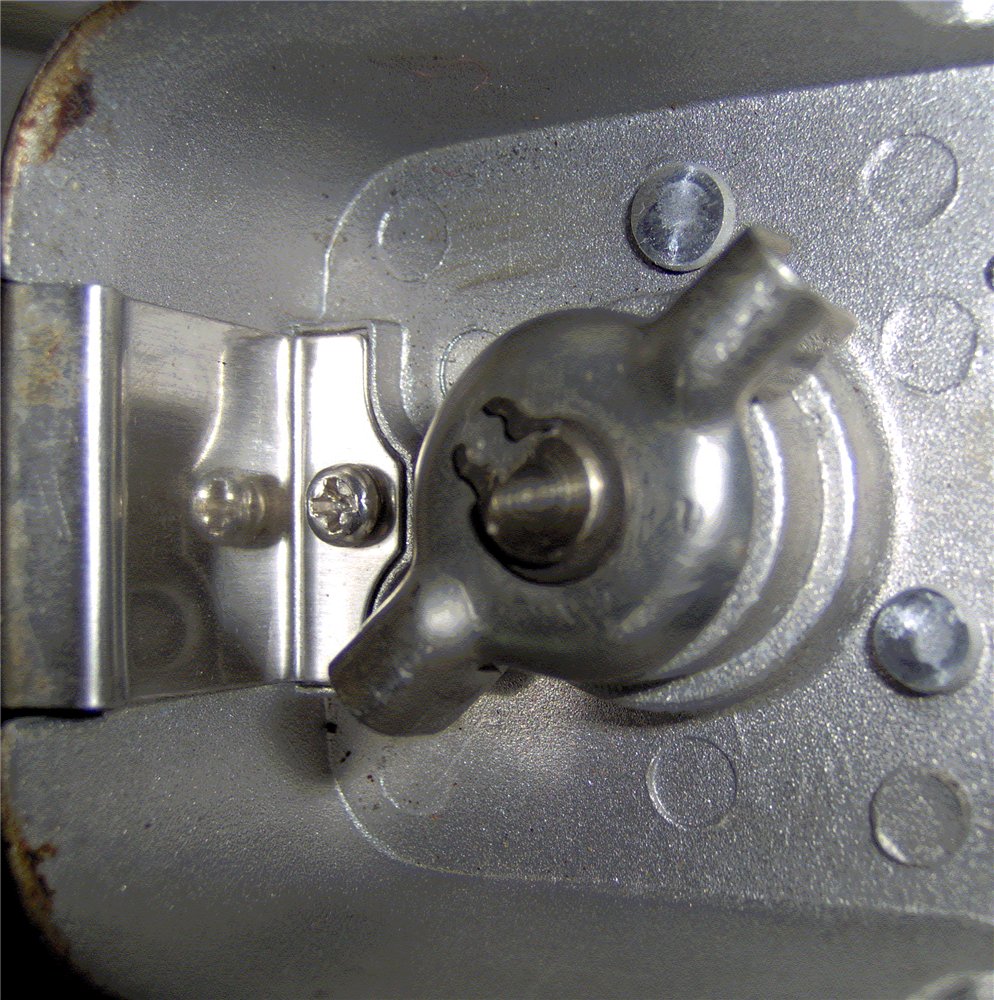
1) العمود محشور ، وبجانبه مشبك الزنبرك "متدلي" (اللوحة المثبتة بمسمار ، انظر الشكل). يمكن ملاحظة ذلك والتأثير على تدفق الشراب تحت الغدة. بدأت في إحكام ربط البرغي بمفك براغي فيليبس ، ومزقت الفتحات ، وتم تشويش المسمار بإحكام. قام بلفها بالملقط لمدة ساعة. قام بتصحيح الخيط بصنبور وكاد يقطع الجزء السفلي بنهايته الحادة. إذا كررت التجربة ، فمن المستحسن أن تخفف نهاية الصنبور على المبراة.
2) ثم بدأ في الضغط على العمود عن طريق التنصت الخفيف. ثم ركضت فيه: اتضح أن تحت مطاط الغدة على العمود توجد غسالة زنبركية ونابض بقطر 1.6 مم على شكل حلقة. هذا الربيع ، في شكل ممزق ، ضغطت من خلال غدة اللثة ، ممزقة.
هذه صورة لمجموعة النمام:رمح والاكسسوارات
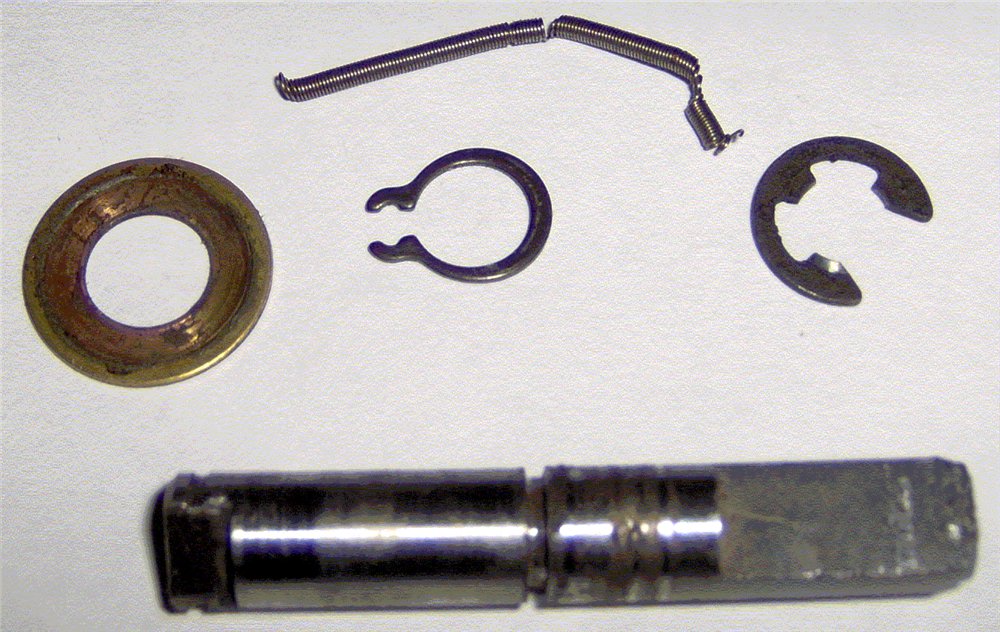
نصف إقتران

عقدة PSh

مربع حشو

وحدة النمام SB
لم يكن لدي أي ضمان للفرن. لا تقوم الخدمة بإصلاح الحاوية ولا تقدم المشورة.
في الكتب المرجعية - لا توجد مثل هذه الغدة (الأصفاد المقواة) 8x18x7 الإصدار 2 في GOST ، ولكن فقط في DIN (استيراد). اتصل بشركات المطاط المختلفة ، حيث توجد منتجات مطاطية أخرى في أقرب وصول ، ولكن لا يوجد ختم زيت ضروري. أختام جذع صمام السيارات غير مناسبة.
بالنظر إلى أبعد من ذلك ، وجدته. هناك شركة جيدة ، يتحدثون لغة تقنية خالصة ومستعدون للمساعدة. أمسك دلو وأذهب. بهدوء ، مع التركيب ، في 15 دقيقة على آلة CNC مقابل نصف مليون يورو ، بسرعة فائقة ودقة ، أطحن ختمًا مصنوعًا من المطاط المقاوم للحرارة مقابل 160 روبل (120 + 40 لكل سرعة). أوافق على حفظ الإعدادات على الجهاز ، إذا أراد شخص ما استخدام هذه القناة ، أجد ما يمكن أن يرسله الرجال عن طريق البريد. أذهب إلى المتجر ، وأشتري شحم PMS-200 (أكثر لزوجة من PMS-100) ، وقم بدهن جميع أسطح الاحتكاك بالتجميع ، وجمع الخبز وخبزه. العيب الوحيد هو الدوران - ليس الصب ، السطح خشن ، يلتصق قليلاً ، أعتقد أن زيت عباد الشمس سيساعد. في هذا المتجر "CHIP and DIP" (جهة الاتصال - انظر أدناه) يمكنك طلب الشحوم عن طريق البريد. السعر -64 روبل.
الصور:هذا هو ختم النفط لدينا
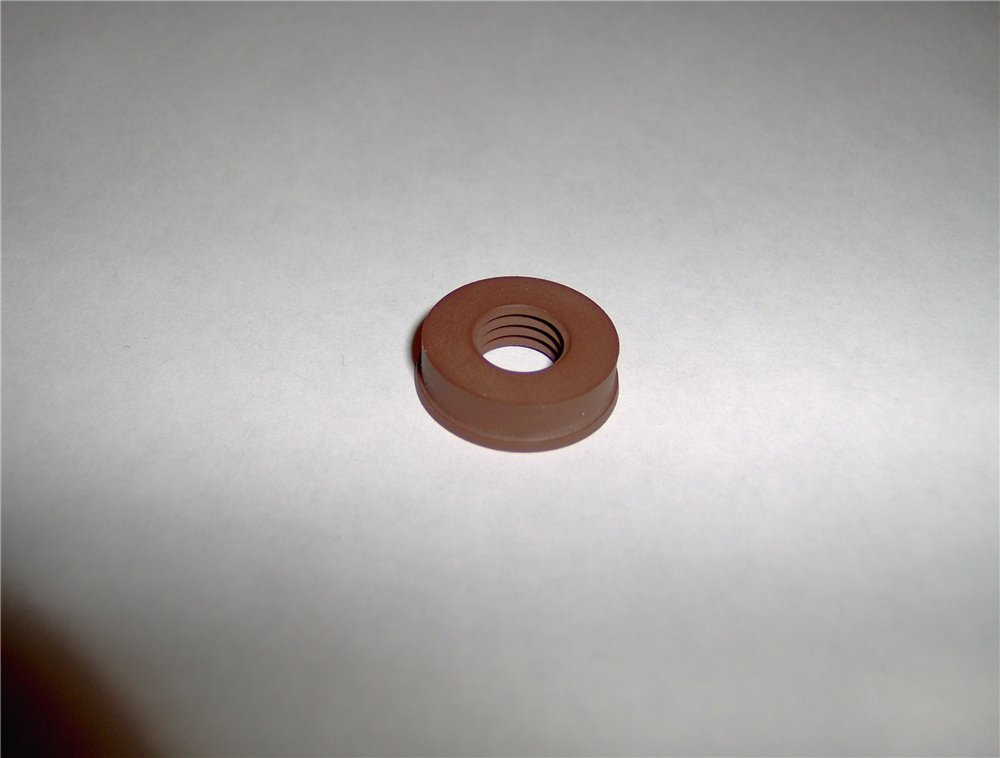
وهذا هو بالفعل في الدلو
شحم
الآن الشيء الرئيسي:أظهر تحليل أولي لتصميم الجرافة ما يلي:
1) غطاء الدلو قوي بما فيه الكفاية. إذا قمت بإزالة العجين المحترق فقط بعد نقعه قليلاً في الماء الدافئ وإزالة العجين بعناية باليد ، فإن الدلو سوف يستمر لفترة طويلة بما يكفي لتحمل تآكل الأجزاء الدوارة.
2) العمود والمحمل المنزلق (p / w) مصنوعان من الفولاذ الخام (أشك في أن p / w مصنوع من الحديد الزهر الرمادي ، والعمود مثبت). لا طحن ، لأنها ليست ساخنة. رد الفعل العنيف كبير - التعويض الحراري.
3) لا يكون محور p / w محوريًا لمحور تجويف الغدة (ربما الفجوة بين حافة الجرافة والفتحة في منطقة p / w). هذا يعني أن هذا التعويض ناتج عن مرونة الغدة (الحلقة الزنبركية تساعد على الإمساك).
4) مثبتات الصفائح الزنبركية الموجودة على الجزء المصبوب من الجرافة مثبتة بشكل سيئ وليست متمركزة ، ثم هناك اختلال في محاذاة عمود المحرض وعمود ترس المحرك. هذا هو الضوضاء وزيادة تآكل أدوات التوصيل.
5) بعد قراءة مقال "تشخيصات صانعات الخبز من مولينكس" حول Mulya في R&S رقم 9 ص. ("إن وجود حزام مسنن وعجلات تروس ذات قطر كبير في الجزء الميكانيكي من محرك الأقراص يؤدي إلى تدهور الخصائص الديناميكية لنظام الدوران. مثل هذا النظام الحركي أكثر صلابة من الأنظمة التقليدية المستخدمة من قبل الشركات المصنعة الأخرى.لديها تشغيل أقل سلاسة وضوضاء متزايدة أثناء التشغيل. ") ، أدركت أن موقع الخلاطات هو أيضًا نقطة مهمة. إذا كانت تقف عند 90 درجة عند التحرك نحو الاتجاه ، فعندئذٍ في الوقت الحالي يتم قطع العجين (عندما تلتقي الخلاطات) سيكون هناك تأثير وتشوه دقيق لزوج الاحتكاك ...
6) أظهر فحص العمود المزال (انظر الصورة) أن إلتصاق السكر بالكراميل يحدث أيضًا في منطقة الغدة. لدينا كاميرا دوارة ، حيث ينتقل الشراب من خلال مناطق عدم الالتصاق لختم الزيت والعمود ، مع صافرة إلى المنطقة الأكثر سخونة من p / w. بعد التبريد - إسفين.
الاستنتاجات:1) لا داعي للذعر!
2) نشتري PMS-200 بالبريد ونقوم بتليين الزوج المنزلق قبل العمل.
3) من لديه الكثير من التآكل - بمجرد إخراج الخبز - اقلب العمود باستخدام محرض أو من الأسفل بواسطة أداة التوصيل. ينبغي أن يساعد في تجنب الوتد ، خاصة وأن الجرافة تبرد بسرعة. يرجى اتخاذ الاحتياطات. الدلو ساخن! عندما تنخفض درجة الحرارة (يمكنك لمس الدلو) ، يمكن نقع دلو المشكلة بدون تزييت بالكامل ، وبعد ذلك ، باستخدام الماء الدافئ ، اتركه يعمل في وضع العجن لإذابة الطبقة اللاصقة على العمود وفي منطقة الغدة. فقط لا تغمس الدلو الساخن. تفسد الطلاء.
4) حول التشحيم. إذا لم تتمكن من الحصول على PMS ، جرب Weldtite Teflon Spray (للدراجات). لها قوة اختراق كبيرة ، فقط حتى تتبخر ، تنبعث منها رائحة كريهة.
5) التأكد من تثبيت الألواح المذكورة أعلاه. بدون تثبيت ، سيكون هناك تآكل متزايد.
الروابط:------------------------------
سوائل بولي ميثيل سيلوكسان
زيت السيليكون PMS-200 (زجاجة PET مع صنبور) ، 20 مل.
زيت السيليكون (سائل السيليكون) PMS-200 GOST 13032-77 (CAS No. 63148-62-9)
مصمم لتزييت الأجزاء المحملة بخفة في وحدات الاحتكاك والدرفلة في الأجهزة والمعدات المنزلية والمكتبية. في منتجات العناية بالسيارات - لتشحيم الأختام المطاطية ، والمعالجة المقاومة للماء للأسلاك والأجزاء ذات الجهد العالي.
الجمود المطلق. سائل الفصل.
مضادة للماء.
المظهر: سائل شفاف
اللزوجة (في سنتيستوك): 200 سنتي ست
درجة حرارة العمل: -50 إلى + 2000 درجة مئوية
الحجم: 20 مل.
التعبئة: زجاجة PET
التعبئة: 10 قطعة. في الانكماش الحراري
www .chip-dip. رو / كتالوج / عرض / 2198.aspx لماذا PMS-100؟
لأنه تمت الموافقة على استخدامه في الصناعات الغذائية على سبيل المثال
www. lakmar.com. ua / كتالوج / استخدام / 9 /
-------------------------------------------------------------------------
تصنيع ختم الزيتSPb ، شركة "ROST"
www. رست القابضة. RU / حول / ملفنا الشخصي R04
www. رست القابضة. رو / تصنيع / 46 / تصنيع92.html المدير - بافل (أولاً معه)
مشغل الآلة - إيفان
المصادر موجودة على جهاز الكمبيوتر الخاص بهم
مولينكس \ 5002
ملفين
bwr04 + r04.PDF
r04 + bwr04.PDF
---------------------------------------------
ملاحظةخيار لم يتم اختباره لـ Samodelkins. احتفظت به في الاحتياط. فكرة (غير مختبرة) - للحالة التي يلزم القيام بها بشكل عاجل ، ولكن لا يوجد مكان لأخذ قطع الغيار (التصنيع "على الركبة").
لذلك فإن الإضافات هنا أكثر ملاءمة ، لكن للنقد.
نحن هنا بحاجة إلى علبة معدنية مقاس 16 فارغًا (تم العثور عليها عن طريق الخطأ أو تم التبرع بها من قبل صياد لهذه المناسبة ، ولم يتم شراؤها للتخزين أو لأغراض أخرى غير قانونية).
القيمة: تجويف رفيع ، قوي ، مناسب ، قاعدة (ثقب تمهيدي) لحفر ثقب مركزي.
----------------------
وبالتالي:
نحفر الكبسولة تحت المسمار الطويل الموجود ونصنع أسنانًا بارتفاع 0.5-1.0 مم. الهندسة - مثل شفرة المنشار.
الحالة القصوى هي صنع شقوق الأسنان بسكين. لا تضغط على الكم كثيرًا حتى لا تتشوه. أدخل برغي الرأس المسطح + الغسالة من الداخل ، الغسالة + الجوز من الخارج. نحن نشدد. نحصل على مطحنة نهاية.
بعد ذلك ، أنت بحاجة إلى بلاستيك الفلور (المعروف أيضًا باسم Teflon). الحالة المثالية هي لوحة أو ورقة. ثم نقوم بإدخال المسمار في كوليت الحفر ، ونقطعه بسرعات منخفضة. لا تنسى احتياطات السلامة.
نحرر الجوز ، ونزيل المسمار من ظرف الكوليت ، ونخرج الأسطوانة المقطوعة والمسمار من الغلاف. مرة أخرى ، نقوم بإدخال الأسطوانة في الغلاف حتى تتوقف ونحفرها بنفس المثقاب الذي استخدمناه في التمهيدي. قبل الحفر ، نعرض المثقاب للظرف ، بحيث يصل إلى عمق جسم الظرف + ارتفاع الأسطوانة - 2 مم. من الأسفل ندعم الأسطوانة بشيء ما عند الحفر. بعد ذلك ، ادفع مانع تسرب الزيت المستقبلي من الغلاف باستخدام ساق الحفر وحفر الفتحة بالطريقة المعتادة. لدينا قطعة عمل بفتحة مركزية.
علاوة على ذلك ، اعتمادًا على الارتفاع الذي تم الحصول عليه -2 خيارات. نحتاج إلى ارتفاع حوالي 7 ملم.إذا كان لدينا واحد قريب ، فإننا نطحنه على الجلد أو الملف (نضعه في ملف ونطحنه). عمود مرتفع - نضعه في الغسالات الموجودة على البرغي ، والمسمار - في المثقاب ، وكما هو الحال في المخرطة ، نقطعه بشفرة منشار للمعادن. التكنولوجيا - دوران الظرف "بعيدًا عنك" ، إما أن يمسك شخص ما المثقاب ، أو نقوم بتثبيته ، على سبيل المثال ، على لوح ، باستخدام المقبض الإضافي لمحدد عمق الحفر.
وبنفس الطريقة ، نقوم بتعديل القطر وعمل شُطب باستخدام إما ملف صغير أو جرح ورق صنفرة على مسطرة.
العملية النهائية - أعد حفر الفتحة مقاس 7.9 مم بعناية باستخدام مثقاب حاد جديد.
الفلوروبلاستيك عبارة عن مادة بلاستيكية ذات تشوه دائم ، لذلك يمكن استعادة الثقب المهترئ بمكبس (برغي ، وحلقتان وصمولة).
------------------------------------
فقط في حالة نشوب حريق:
1) عند قطع السكين. يجب أن يبتعد النصل عنك ، ويلاحظ عمودية القطع ؛
2) لا تمسك القماش بيدك العارية ، قم بلفها ؛
3) تحتاج إلى التوسيع من كلا الجانبين ، وخاصة الفلوروبلاستيك (حتى لا تقوض) ؛
4) خذ وقتك ، أو بالأحرى اختر القطر الخارجي
-------------------------------
إذا كان هناك صفيحة ذات سماكة مناسبة ، فيمكنك:
أ) استخدم "راقصة الباليه" أو البوصلات
ب) حفر ، قطع بسكين إلى مضلع وطحن (صعوبة - تحتاج إلى تثبيت الملف بقوة لإزالة الضربات)
--------------------------------------
يمكن أن تعمل هذه "الحرف اليدوية" لفترة كافية لإسعادك.
-------------------------------------------------------
إضافة إلى ما سبق.
لا تخطئ في ختم الزيت إذا كان العمود بيضاويًا يبلغ 0.1 مم أو أكثر ، أو تم إزاحته عن محور الفتحة بأكثر من 0.08 مم: تسرب الكفة أمر لا مفر منه. لن يتم التخلص منه إما عن طريق تلميع العمود ، أو عن طريق تقوية الضغط على حافة العمل عن طريق التحميل المسبق الزنبركي الإضافي (عن طريق تقصير المنعطفات). تغيير الجهاز!
يمكن أن يكون السبب وراء الختم "السيئ": أخدود حلقي على العمود (نتيجة التآكل الطبيعي للمعدن) أو تقييد حركة حافة المطوق بنهاية التجويف. في كلتا الحالتين ، حرك حافة التعبئة على طول محور العمود
اقرأ،
أورالدينبر. رو / سنة النشر / 1-1-0-15مقالة صحيحة. هذا يؤكد مرة أخرى أنه مع الحمل المتناوب ، فإن عمر العمود يبلغ حوالي عامين. لا يوجد ختم الزيت (الكفة المقواة) ، حتى الختم الجديد لن يحفظ. لنا
عجل البحر يعمل جزئيًا بمفرده على أنه p / w ويقلل من تآكل العمود (يخفف الحمل عن طريق تغيير الكتف ، تذكر المقاومة). بالإضافة إلى الدورة الشهرية بين الشفاه المانعة للتسرب. لذلك ، ليس لدينا إصلاحات ، بل تحديث.
اكتب إذا كان لديك أسئلة.حظا سعيدا! 






